A few years ago I made this scrub plane. See
here and
here for details. For the iron, I used what appeared to be a homemade plane blade I had found at a garage sale.
 |
| Scrub plane from 2022 |
 |
| Body, wedge and blade |
 |
The iron, as found
|
I had no idea what type of steel that iron was made from, and really didn't know if it was any good at all. It was thick - about 7/32" thick. When I made the plane, I hardened and tempered the iron. I've used it a bit, though not a huge amount, and it seemed to be cutting well for a short time, but needed sharpening quickly. Last year after using it a while I noticed some chips in the cutting edge. Apparently the steel wasn't a type one should use for edge tools. Either that or I messed up the heat treatment.
 |
| If you look closely, you can see the chips in the edge |
 |
| Another view from bevel side |
The plane has been sitting on the "rehab shelf" for several months now and finally I'm getting the chance to do something about it. I tried reheat-treating the iron and got it to cherry red and nonmagnetic, but after quenching in oil, a file still was able to bite into it, so the heat treatment clearly didn't do the job I intended. Time to punt on that iron. I had a chunk of 1/8" thick O-1 steel of the same width as the old iron, and I shaped it, hardened it and tempered it.
 |
| Old iron and new one ready to be shaped |
 |
| I drew a 1/16" bulge on the end and filed the shape |
 |
Then mounted it in a vise at about 25 deg and filed the bevel.
I followed that with the hand-cranked grinder. |
 |
| Shaped the back end similar to some other irons I've got |
 |
| Here's my heat-treating setup |
The iron warped a little from heat treating. The front 1" of the back side was hollow and it took a long time to get it flat. The bevel side had a belly at the front 1". The rest (not hardened) stayed flat.
The old iron had a more severe camber on the blade - about 1/8" bulge over the 1 1/2" width. In practice, I never used the entire width of that iron because it was just too much wood removal. The new iron I shaped to about 1/16" bulge over the 1 1/2" width. That's about a 4 1/2" radius for anyone counting.
But because the new iron is thinner, I needed a thicker wedge. Instead of making a new wedge, I glued a piece of wood to the underside of the existing wedge and planed it down so that the wedge would sit in the throat at the right location. I thought I used the same wood, but apparently it's not because it looks much different.
 |
| Gluing a piece of wood onto the underside of the wedge |
 |
| It looks a little funky, but it'll be functional |
Here's the thing about the wedge. It needs to be fairly precisely shaped to provide a good fit of the wedge/iron to the plane body. But almost as important as that (and probably equally as important for other types of planes) is the fit and final location of the wedge's fingers.
 |
Here's a pic of the unfinished wedge from a few years ago.
Note the angled shape of the end of the fingers (left). |
Inside the plane's throat, at the bottom of the wedge abutments, the abutments angle toward the plane's sides. This provides a ramp for the shavings coming off the iron. It's very tough to get a good photograph of the wedge fingers and the plane body's lower abutments, but hopefully you'll see what I'm getting at.
 |
Looking through the mouth, you can see the wedge and lower abutment.
A close-up image is next. |
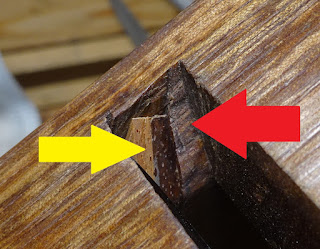 |
The red arrow points to the lower abutment that angles toward the plane's side.
The yellow arrow points to the wedge finger (note it is two-tone - both light
and dark colors are the finger). The finger's angle should line up with the abutment's angle. |
I took a couple shavings off the underside of the wedge until the fit was just right.
Well, that's it. The new iron fits great and the wedge holds it securely. I put a little BLO on the wedge's added-on bottom and the scrub plane is back in business. I'll report back if this new iron is not performing as I expect it to.















Since the type of iron was unknown, it would have been better not to proceed with heat treatment. The reason is that different types of iron require specific heat treatment methods. For example, your method is suitable for O1 tool steel, but A2 steel requires air cooling, and W1 steel requires water cooling.
ReplyDeleteAdditionally, the warping of your iron likely occurred because it was dipped into the oil at an angle. Quenching at an angle can induce warping, as it did in your case. To prevent this, the iron should always be dipped vertically into the oil and kept vertical while stirring. Alternatively, you can move it up and down in the oil, but maintaining the vertical position is crucial. This approach should help minimize or even eliminate warping. While some degree of warping can sometimes be unavoidable, following this method usually yields good results.
Yeah, I thought about the different types of steels. But I wonder if this stuff isn't even tool steel. Interesting about the warping of the O-1. I had it close to vertical, though not quite. I don't have a very long pair of tongs to hold it - just a locking pliers - and I don't want to have my hand too close to the oil if it flames up or spits oil as I plunge the iron into it. Next time I need to heat treat something, I'll try holding the iron a different way that will make it safer to quench vertically. Thanks for the tip.
DeleteThis comment has been removed by the author.
ReplyDelete